
![]() Первые
Первые![]() |
|![]() Начало внедрения
Начало внедрения![]() |
|![]() Реконструкция тяги
Реконструкция тяги![]() |
|![]() Новые решения
Новые решения![]() |
|![]() Литература
Литература![]() |
|![]() Страница автора
Страница автора
РЕКОНСТРУКЦИЯ ТЯГИ » ОРП С ПОЛЫМ ВАЛОМ НА ОСИ » ПОЛЫЙ КАРДАННЫЙ ВАЛ » УПРУГИЕ
3.3.1.3. Опорно-рамные приводы с полым карданным валом и упругими муфтами.
Поскольку в начале периода реконструкции тяги поводковые упругие муфты имели либо большие размеры либо нагрузочную способность, недостаточную для реализации сил тяги, требуемых в грузовом движении, конструкторы в данный период вели весьма интенсивные поиски и других видов карданных полумуфт, в первую очередь, полумуфт с упругими элементами, которые также не имели бы трущихся частей.
 Продолжались попытки использовать в приводе с полым карданным валом муфты с металлическими упругими элементами. Так, в разработанном Коломенским тепловозостроительным заводом проекте восьмиосного грузового тепловоза ТЭП67 мощностью 6000 л.с. предполагалось применить групповой привод с полым карданным валом и муфтами в виде наборов стальных пластин. Муфты при этом имели относительно небольшие осевые габариты и могли быть размещены в дисках колесных пар, однако, ввиду того, что групповой привод при выбранной базе тележки обеспечивал достаточное пространство между остовом двигателя и колесной парой, обе муфты были размещены между редуктором и колесной парой, что обеспечивало удобный доступ для осмотра и замены элементов муфты.
Продолжались попытки использовать в приводе с полым карданным валом муфты с металлическими упругими элементами. Так, в разработанном Коломенским тепловозостроительным заводом проекте восьмиосного грузового тепловоза ТЭП67 мощностью 6000 л.с. предполагалось применить групповой привод с полым карданным валом и муфтами в виде наборов стальных пластин. Муфты при этом имели относительно небольшие осевые габариты и могли быть размещены в дисках колесных пар, однако, ввиду того, что групповой привод при выбранной базе тележки обеспечивал достаточное пространство между остовом двигателя и колесной парой, обе муфты были размещены между редуктором и колесной парой, что обеспечивало удобный доступ для осмотра и замены элементов муфты.
Использование муфт с металлическим упругими элементами в данном случае было обусловлено не столько выявленными техническими преимуществами такой муфты, сколько пессимистическими оценками проектировщиков возможности создать передаточный механизм, использующий резиновые элементы, с достаточной нагрузочной способностью. Такие взгляды сложились под воздействием опыта выпуска тепловозов ТЭП60 с муфтами Альстом. Кроме того, Коломенский тепловозостроительный завод в то время обладал лишь освоенной технологией производства резинометаллических шарниров методом запрессовки. Работы над приводом с металлическими упругими элементами продолжались во ВНИТИ в 70-80-е годы.
 Развитие технологий шинного производства привело к появлению резинокордных муфт, которые также не имели трущихся частей. Такие муфты быстро нашли применение в приводах силовых установок судов и приводах осевых редукторов электропоездов. Попытки применить их в качестве замены шарнирно-рычажных муфт в тяговом приводе с полым валом поначалу не имели успеха, т.к. габариты муфт получались слишком большими. Ситуация радикально изменилась с созданием в СССР дисковой резинокордной муфты, имеющей небольшие осевые габариты при высокой нагрузочной способности. Это было достигнуто за счет отказа от компенсации поперечных смещений валов; таким образом, муфта могла применяться в приводе с полым карданным валом. Конструкция и методика расчета данной муфты была создана В.И. Власовым (ВНИТИ).
Развитие технологий шинного производства привело к появлению резинокордных муфт, которые также не имели трущихся частей. Такие муфты быстро нашли применение в приводах силовых установок судов и приводах осевых редукторов электропоездов. Попытки применить их в качестве замены шарнирно-рычажных муфт в тяговом приводе с полым валом поначалу не имели успеха, т.к. габариты муфт получались слишком большими. Ситуация радикально изменилась с созданием в СССР дисковой резинокордной муфты, имеющей небольшие осевые габариты при высокой нагрузочной способности. Это было достигнуто за счет отказа от компенсации поперечных смещений валов; таким образом, муфта могла применяться в приводе с полым карданным валом. Конструкция и методика расчета данной муфты была создана В.И. Власовым (ВНИТИ).
В 1970 году на тепловозе ТЭП10-333 были проведены испытания раннего варианта данного привода. Выяснилось, что муфты имеют высокую эластичность (собственная частота крутильных колебаний привода составила всего 3,5 Гц), а динамический момент на валу от воздействия неровностей пути в условиях одноступенчатого рессорного подвешивания незначителен (менее 20% от момента в режиме длительной тяги). Наиболее тяжелым режимом работы привода оказалось боксование: при автоколебаниях надрессорного строения с частотой 2,5 Гц динамический момент в приводе более чем втрое превышал момент в режиме длительной тяги, а зубчатая передача оказывала мало влияния на развитие автоколебаний колесной пары.
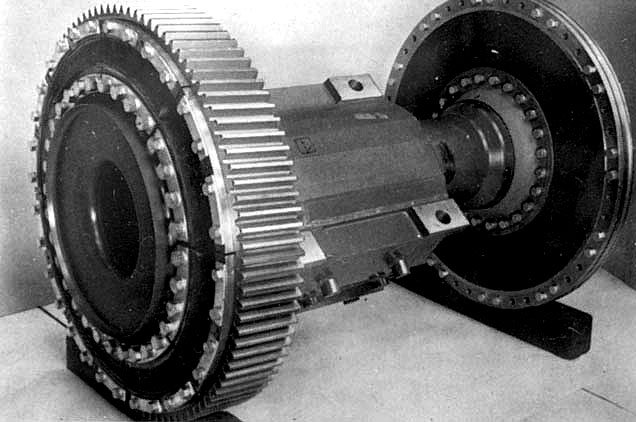
 Резинокордные муфты имели малые осевые габариты и за счет этого позволяли реализовать опорно-рамный привод в тепловозе с диаметром колеса 1050 мм на колею 1435 мм. Это было весьма ценным свойством, т.к. позволяло начать выпуск экспортных пассажирских тепловозов для стран Восточной Европы при незначительной модификации тележки уже выпускаемых Луганским тепловозостроительным заводом экспортных тепловозов ТЭ109. При этом резинокордная муфта легко размещалась внутри колесного центра (см. рисунок). Экспортный тепловоз с таким приводом должен был получить серию 140, а в 1973 году был испытан вариант такого тепловоза для колеи 1520 мм, получивший серию ТЭ125. Тепловоз реализовывал в длительном режиме силу тяги 3,5 т на ось, в то время как ТЭП75 с поводковыми карданными муфтами и диаметром колеса 1250 мм реализовывал только 3 т. на ось. Муфта состояла из двух кольцевых резинокордных элементов размерами до установки в привод 760*435 мм, армированных хлопчатобумажной тканью "чефер". Для крепления элементы имеют внутреннюю и внешнюю часть, утолщенную до 22 мм. При затяжке болтов крепления М22 резина сжимается буртиками полумуфт и нажимных фланцев и выдавливается по наружному краю - наружу, по внутреннему - внутрь муфты. При этом кордная ткань вытягивается, что обеспечивает устойчивость и долговечность работы муфты. Деформация резины ограничивается втулками. Муфта также могла быть изготовлена с 8 слоями вискозной ткани 17В с поворотом каждого слоя на 1/16 часть окружности.
Резинокордные муфты имели малые осевые габариты и за счет этого позволяли реализовать опорно-рамный привод в тепловозе с диаметром колеса 1050 мм на колею 1435 мм. Это было весьма ценным свойством, т.к. позволяло начать выпуск экспортных пассажирских тепловозов для стран Восточной Европы при незначительной модификации тележки уже выпускаемых Луганским тепловозостроительным заводом экспортных тепловозов ТЭ109. При этом резинокордная муфта легко размещалась внутри колесного центра (см. рисунок). Экспортный тепловоз с таким приводом должен был получить серию 140, а в 1973 году был испытан вариант такого тепловоза для колеи 1520 мм, получивший серию ТЭ125. Тепловоз реализовывал в длительном режиме силу тяги 3,5 т на ось, в то время как ТЭП75 с поводковыми карданными муфтами и диаметром колеса 1250 мм реализовывал только 3 т. на ось. Муфта состояла из двух кольцевых резинокордных элементов размерами до установки в привод 760*435 мм, армированных хлопчатобумажной тканью "чефер". Для крепления элементы имеют внутреннюю и внешнюю часть, утолщенную до 22 мм. При затяжке болтов крепления М22 резина сжимается буртиками полумуфт и нажимных фланцев и выдавливается по наружному краю - наружу, по внутреннему - внутрь муфты. При этом кордная ткань вытягивается, что обеспечивает устойчивость и долговечность работы муфты. Деформация резины ограничивается втулками. Муфта также могла быть изготовлена с 8 слоями вискозной ткани 17В с поворотом каждого слоя на 1/16 часть окружности.
Обе полумуфты привода обеспечивают компенсацию как угловых, так и поперечных смещений полого вала, причем в последнем случае величина поперечного смещения оси относительно ТЭД распределяется поровну между обеими полумуфтами.
Испытания привода тепловоза ТЭ125 подтвердили ранее полученные результаты. При двухступенчатом рессорном подвешивании момент от возмущений от пути (галопирования тележки) не превышал 10% от момента в режиме длительной тяги. При автоколебаниях надрессорного строения в режиме боксования динамический момент был более чем в 3,5 раза больше, чем в режиме длительной тяги (из-за близости собственной частоты привода к частоте автоколебаний), а при автоколебаниях колесной пары напряжения в оси достигали 160 МПа. Это означало, что привод возможно применять либо на локомотивах, не склонных к боксованию, либо с противобоксовочной системой, не допускающей скольжения колесной пары выше 1-2 км/ч.
Для обеспечения возможности демонтажа муфт без расформирования колесной пары резинокордные элементы были выполнены разрезными в виде четырех сегментов. После пробега тепловоза ТЭ125 в 500 тысяч километров муфты даже при использовании хлобчатобумажной ткани "чефер" не имели внешних повреждений.
Технология изготовления плоских резинокордных элементов была простой, требовала небольшого количества дешевой оснастки и распространенного оборудования (пресс для формовки), изготовление и сборка муфт могла производиться рабочими невысокой квалификации, что позволяло легко наладить собственное изготовление таких муфт на любом локомотивостроительном или локомотиворемонтном заводе. Обе полумуфты унифицированы, что удешевляет производство и упрощает снабжение комплектацией. С другой стороны, изготовление и сборка резинокордных муфт требовала большей аккуратности по сравнению с поводковой муфтой с шарнирами, изготовляемыми методом запрессовки.
Аналогичный тяговый привод был применен в 1976 году на опытном тепловозе ТЭ120 с асинхронными тяговыми электродвигателями. Ввиду увеличения осевой силы тяги длительного режима до 4,3 т. муфты были изготовлены из капроновой ткани ТК-100. В опытной эксплуатации тепловоза ТЭ120 наблюдались случаи разрыва резинокордных муфт, однако было установлено, что причиной является не конструкция муфты, а неудачная схема защиты силового преобразователя питания тяговых двигателей, при срабатывании которой возникал динамический момент в 6-8 раз больше расчетного.
 Для электровоза ВЛ84, кроме привода с поводковыми муфтами, также был изготовлен вариант привода с резинокордными муфтами. Собственная частота колебаний этого привода (4,25 Гц) также оказалась близкой к частоте галопирования тележки 4,8-5 Гц, поэтому динамические моменты от возмущений от пути также, как и для варианта с поводковыми муфтами, оказались на уровне 60% от часового момента. Касательные напряжения в оси при автоколебаниях колесной пары в режиме боксования для варианта с резинокордными муфтами оказались выше, чем для варианта с поводковой муфтой.
Для электровоза ВЛ84, кроме привода с поводковыми муфтами, также был изготовлен вариант привода с резинокордными муфтами. Собственная частота колебаний этого привода (4,25 Гц) также оказалась близкой к частоте галопирования тележки 4,8-5 Гц, поэтому динамические моменты от возмущений от пути также, как и для варианта с поводковыми муфтами, оказались на уровне 60% от часового момента. Касательные напряжения в оси при автоколебаниях колесной пары в режиме боксования для варианта с резинокордными муфтами оказались выше, чем для варианта с поводковой муфтой.
 В 2004 году привод с резинокордной муфтой был применен на пассажирском тепловозе ТЭП150 (конструкционная скорость 160 км/час, осевая сила тяги в продолжительном режиме 2,83 т) производства Луганского тепловозостроительного завода. Тяговый привод создан на основе привода тепловоза ТЭ125.
В 2004 году привод с резинокордной муфтой был применен на пассажирском тепловозе ТЭП150 (конструкционная скорость 160 км/час, осевая сила тяги в продолжительном режиме 2,83 т) производства Луганского тепловозостроительного завода. Тяговый привод создан на основе привода тепловоза ТЭ125.
В этом тяговом приводе полый вал выполнен переменным по диаметру, с сужением у муфты, крепящей его к диску колесного центра. Это сделано для того, чтобы иметь возможность доступа снаружи к болтам под развертку, соединяющим полый вал с фланцем муфты.
 Для снижения требований к точности затяжки болтов резинокородной муфты, в муфте теппловоза ТЭП150 были использованы стяжные болты, которые ставятся под развертку в месте стыка фланца и дистанционной втулки, в то время как прижимное кольцо удерживается от смещения относительно другого торца втулки силами трения.
Для снижения требований к точности затяжки болтов резинокородной муфты, в муфте теппловоза ТЭП150 были использованы стяжные болты, которые ставятся под развертку в месте стыка фланца и дистанционной втулки, в то время как прижимное кольцо удерживается от смещения относительно другого торца втулки силами трения.
Данный вариант является компромиссным между вариантом, использованным на тепловозе ТЭ125 и прорабатывавшимися во ВНИТИ в экспериментальном порядке разными авторами варианты с болтами под развертку. При прочих равных условиях данный вариант позволяет увеличить несущую способность при сохранении взаимозаменяемости деталей арматуры. К недостаткам варианта относится усложнение конструкции болтов и повышение требований к точности и чистоте обработки отверстий фланца и внутренней поверхности втулки. Окончательный выбор между данным и исходным вариантом имеет смысл делать на основании изучения технологического оснащения депо, уровня культуры производства и квалификации персонала на сборке ходовой части.
 В 2003 году "Лугансктепловоз" изготовил пригородный дизель-поезд с электропередачей переменно-переменного тока ДЭЛ-02, с максимальной скоростью 130 км/ч, где также был использован тяговый привод с полым валом на оси и дисковыми резинокордными муфтами, но с меньшим диаметром дисков. В этом приводе болты, стягивающие резинокордные элементы, ставились под развертку как со стороны фланца, так и прижимного кольца. Создание тягового привода ДЭЛ-02 подтвердило возможность работы дисковых резинокордных муфт в приводе с тяговыми асинхронными электродвигателями.
В 2003 году "Лугансктепловоз" изготовил пригородный дизель-поезд с электропередачей переменно-переменного тока ДЭЛ-02, с максимальной скоростью 130 км/ч, где также был использован тяговый привод с полым валом на оси и дисковыми резинокордными муфтами, но с меньшим диаметром дисков. В этом приводе болты, стягивающие резинокордные элементы, ставились под развертку как со стороны фланца, так и прижимного кольца. Создание тягового привода ДЭЛ-02 подтвердило возможность работы дисковых резинокордных муфт в приводе с тяговыми асинхронными электродвигателями.
В целом можно сделать вывод, что плоские резинокордные муфты явились весьма сильными конкурентами поводковых муфт для привода с полым карданным валом. Они позволяют выполнить опорно-рамный привод в осевых габаритах опорно-осевого, что окрывает большие возможности для унификации экипажа грузовых и пассажирских локомотивов, имеют большие резервы повышения нагрузочной способности и долговечности за счет применения полиэфирного корда, металлокорда, стеклокорда и т.п. При использовании резинокордных муфт достигается минимальная при прочих равных условиях необрессоренная масса в приводе с полым карданным валом и минимальная масса данного типа привода. С другой стороны, в период реконструкции тяги возможности привода с полым карданным валом и резинокордными муфтами еще не могли быть полностью раскрыты из-за несовершенства противобоксовочных систем локомотивов, не позволявших полностью исключить развитие автоколебаний колесных пар, которые в данном случае не могут эффективно гаситься зубчатой передачей из-за высокой податливости резинокордных муфт на кручение.
 Швейцарская фирма SLM в 1984 году создала тяговый привод с полым карданным валом для электровоза Re 4/4IV, который также должен был вписываться в те же осевые габариты, что и опорно-осевой привод. Потребность в создании такого привода была продиктована необходимостью заменить применявшийся с 1946 года на локомотивах той же фирмы привод фирмы BBC с двумя плавающими кольцами, размещенными в большом колесе зубчатой передачи. Новый привод должен был быть размещен в том же свободном пространстве колесно-моторного блока, не допускавшем применения муфт больших размеров и не повышать жесткости буксовой ступени подвешивания. Кроме того, конструкция привода должна была предусматривать возможность варьировать крутильную жесткость привода для оптимизации динамических нагрузок при воздействии неровностей пути, автоколебаниях колесной пары и пульсаций момента коллекторных двигателей переменного тока. Привод должен был обеспечивать межремонтный пробег локомотива 2,5 млн. км.
Швейцарская фирма SLM в 1984 году создала тяговый привод с полым карданным валом для электровоза Re 4/4IV, который также должен был вписываться в те же осевые габариты, что и опорно-осевой привод. Потребность в создании такого привода была продиктована необходимостью заменить применявшийся с 1946 года на локомотивах той же фирмы привод фирмы BBC с двумя плавающими кольцами, размещенными в большом колесе зубчатой передачи. Новый привод должен был быть размещен в том же свободном пространстве колесно-моторного блока, не допускавшем применения муфт больших размеров и не повышать жесткости буксовой ступени подвешивания. Кроме того, конструкция привода должна была предусматривать возможность варьировать крутильную жесткость привода для оптимизации динамических нагрузок при воздействии неровностей пути, автоколебаниях колесной пары и пульсаций момента коллекторных двигателей переменного тока. Привод должен был обеспечивать межремонтный пробег локомотива 2,5 млн. км.
 Все эти требования подтолкнули конструкторов SLM к достаточно дорогостоящим решениям. В созданном приводе полумуфта, соединяющая большое зубчатое колесо с полым валом, размещена внутри большого зубчатого колеса. Она представляет собой резинометаллическое кольцо, составленное из восьми сегментов. Предварительный натяг резины обеспечивается при затяжке болтов крепления за счет конической посадки внешней и внутренней металлической арматуры кольца. Для резиновых элементов использована маслостойкая резина, способная работать в условиях повышенных температур. Зубчатое колесо опирается на конические подшипники.
Все эти требования подтолкнули конструкторов SLM к достаточно дорогостоящим решениям. В созданном приводе полумуфта, соединяющая большое зубчатое колесо с полым валом, размещена внутри большого зубчатого колеса. Она представляет собой резинометаллическое кольцо, составленное из восьми сегментов. Предварительный натяг резины обеспечивается при затяжке болтов крепления за счет конической посадки внешней и внутренней металлической арматуры кольца. Для резиновых элементов использована маслостойкая резина, способная работать в условиях повышенных температур. Зубчатое колесо опирается на конические подшипники.
 Полумуфта, соединяющая полый вал с колесным центром в приводе SLM выполнена дисковой и представляет собой пакет из 14 дисков с тремя концентрическими гофрами высотой ±35 мм, изготовленных из нержавеющей аустенитной хромоникелевой стали X5CrN.189. Каждый диск покрыт с обеих сторон тефлоном (фторопластом), чтобы предотвратить фреттинг-коррозию. Пакет дисков с обеих сторон закрыт резиновыми обкладками. При стендовых испытаниях было установлено, что достижение пределно допустимых крутящих моментов при завышенной в 3,5 раза расцентровке валов привода вызывает коробление дисков.
Полумуфта, соединяющая полый вал с колесным центром в приводе SLM выполнена дисковой и представляет собой пакет из 14 дисков с тремя концентрическими гофрами высотой ±35 мм, изготовленных из нержавеющей аустенитной хромоникелевой стали X5CrN.189. Каждый диск покрыт с обеих сторон тефлоном (фторопластом), чтобы предотвратить фреттинг-коррозию. Пакет дисков с обеих сторон закрыт резиновыми обкладками. При стендовых испытаниях было установлено, что достижение пределно допустимых крутящих моментов при завышенной в 3,5 раза расцентровке валов привода вызывает коробление дисков.
При работе привода резинометаллическая полумуфта в зубчатом колесе обеспечивает компенсацию угловых смещений полого вала и поглощение пульсаций момента тягового двигателя, а дисковая - компенсацию угловых и осевых смещений.
Привод SLM также можно рассматривать как достаточно конкурентоспособное решение по отношению к поводковой муфте, однако привод при этом получается более дорогим в производстве, требует дорогостоящих материалов и высокой культуры производства и ремонта. Отсутствие унификации полумуфт между собой не является обязательным для данного типа привода и продиктовано необходимостью использовать коллекторные двигатели переменого тока. Замена стальной дисковой полумуфты невозможна без расформирования колесной пары, поэтому основные достоинства данного привода могут быть проявлены в первую очередь в случае, когда срок службы полумуфты равен сроку службы колесной пары.
В данный период создаются и другие типы привода с полым карданным валом и упругими муфтами. Например, в скоростном электропоезде серии 403, созданном в 1973 г. фирмами MBB, LHB и BBC (конструкционная скорость 200 км/ч), обе упругие муфты представляют собой шесть резиновых сегментов. Муфты позволяют разместить на колесных центрах дисковые тормоза, что стало возможно благодаря относительно небольшим осевым габаритам двигателя электропоезда.